
全国咨询热线
全国咨询热线

大型锻件一般是指钢锭重量≥150t,且单个锻件重≥90t的产品,其代表牌号一般为25Cr2Ni4MoV、30Cr2Ni4MoV、40Cr3MoV、45Cr4NiMoV、12Cr2Mo1、12Cr2Mo1V、20MnNiMo等牌号的锻件材料。大型锻钢件一般用来制造电力、造船、冶金、石油化学等工业设备的主要部件。因为要作为主要部件,所以大型锻钢件的使用性能和质量要求一般都极为严格,而对性能和质量起决定性作用的,就是锻件的锻造方法及工艺。
在我国,有关大型锻钢件的加工工艺标准有三项,分别为GB/T 37464-2019《大型锻钢件的淬火与回火》、GB/T 37558-2019《大型锻钢件的锻后热处理》、GB/T 37559-2019《大型锻钢件的正火与退火》。这三部标准对于指导大型锻钢件的加工工艺起着重大作用,不过,拜恩工程师也发现有关大型锻钢件典型锻造方法及工艺流程的介绍资料不多。我们都讲盖房子要先把地基打好,我们只有先把锻钢件基本的锻造方法及工艺流程掌握,才能更好去突破和研发新工艺,所以认识大型锻钢件的典型锻造方法及工艺流程是有必要的。
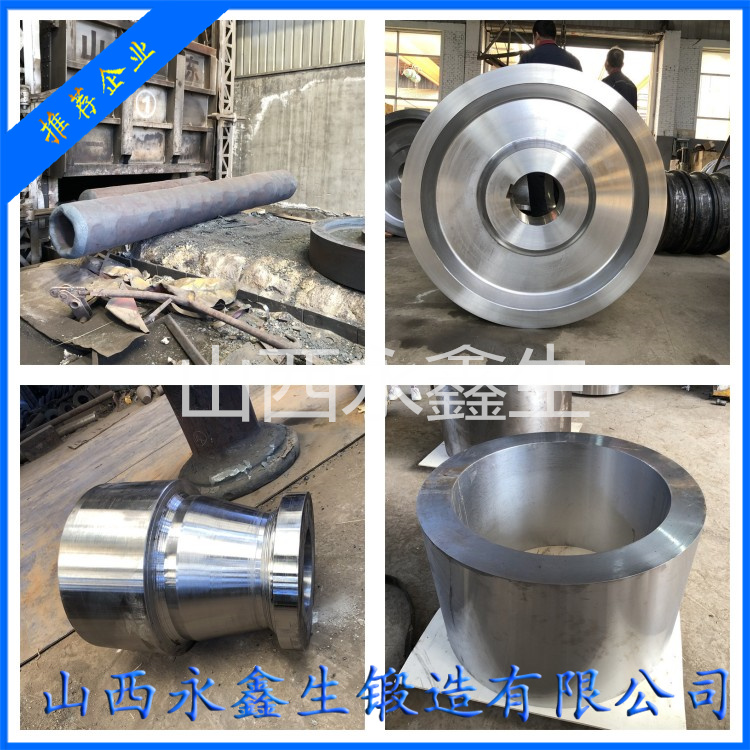
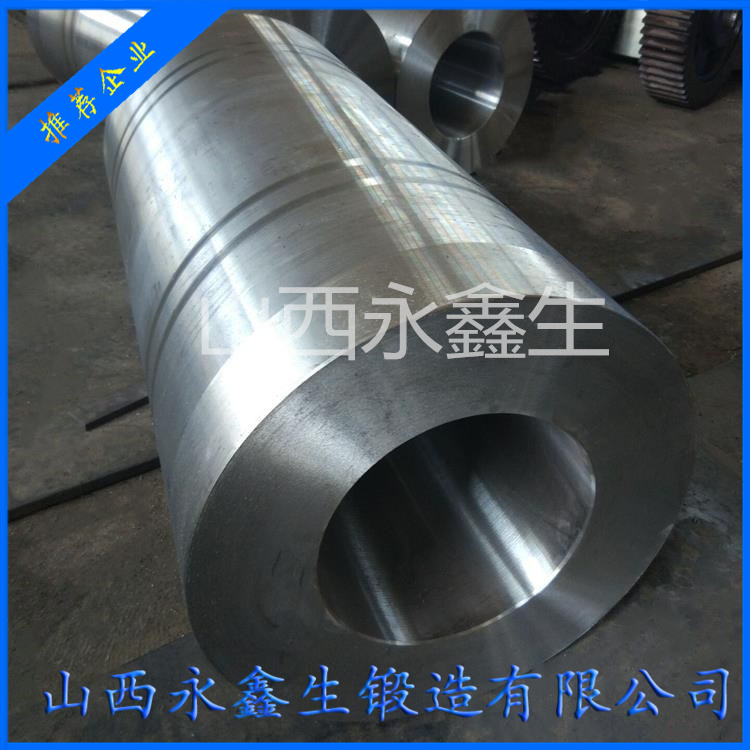
对于大型锻钢件,锻造的主要目的是成形和改善材料内部缺陷和组织,以保证锻件形状尺寸和提高内部质量。常见的典型锻造发一共有四种,分别为宽平砧高温强压法(WHF 锻造法)、中心压实法、中心无拉应力锻造法(FM 锻造法)、宽大砧压实锻造法(KD 锻造法)。工艺流程根据锻件种类,分别为大型轴类工艺流程、筒类锻件工艺流程、饼类锻件工艺流程。
杨先生

微信二维码
微信号:13283506666
