
全国咨询热线
全国咨询热线

我国的辊压机装备和应用技术在近1 0多年间的发展非常快,特别是在近几年我国大力发展新型干法水泥工艺,由于辊压机在粉磨系统中有能耗低、效率高、噪音小等优点,所以水泥粉磨系统基本都采用了辊压机带球磨机的联合粉磨技术。
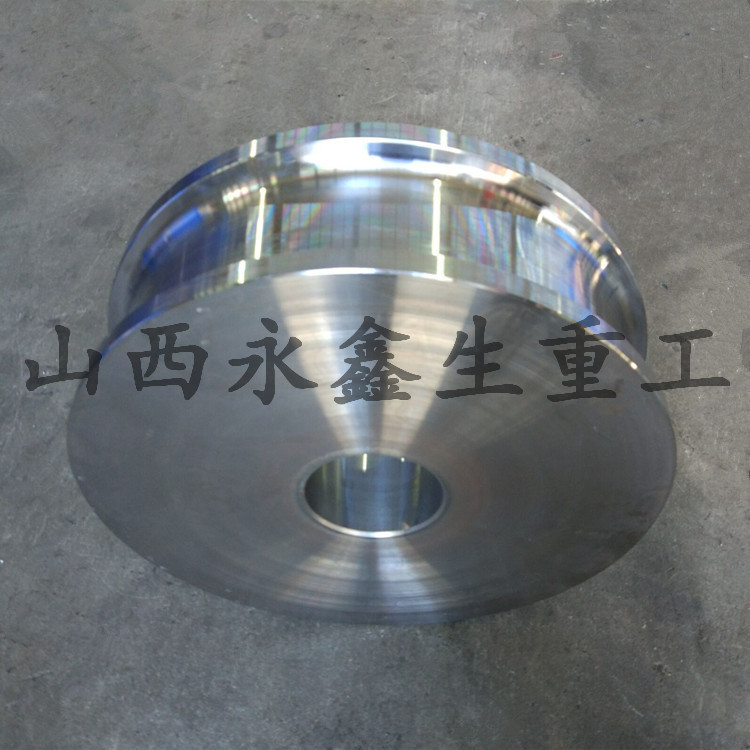
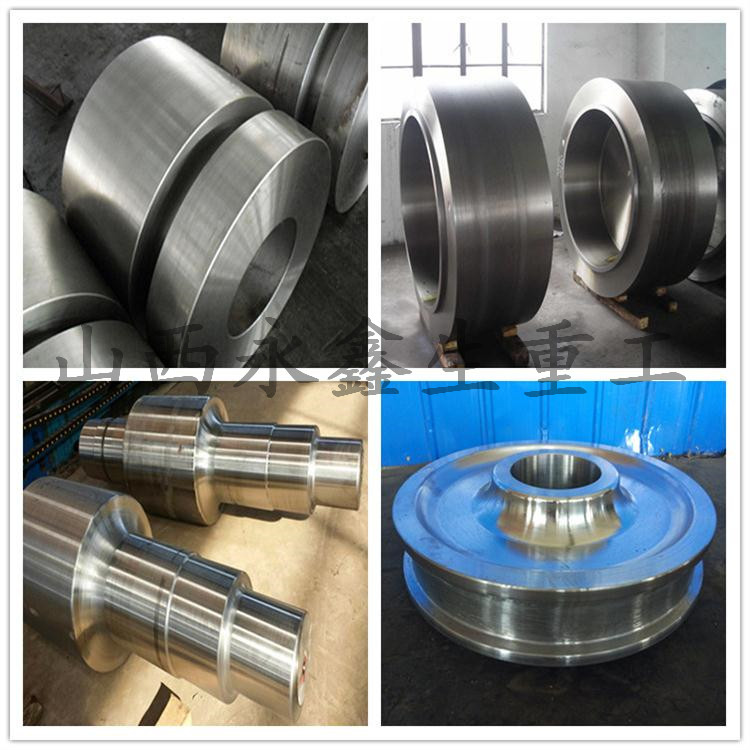
辊压机主要结构:磨辊主轴及轴承;传动装置;主机架;液压系统;进料装置,由侧挡板和调节插板组成;润滑系统;检测系统。下面永鑫生重工为大家介绍辊压机常见故障和处理方法。
一、机体运行时振动大
故障表现:运行时辊压机机体振动,有时并伴有强烈的撞击声,这主要与入料粒度过粗或过细、料压不稳或连续性差、挤压力偏高等有关。处理办法:若进料粒度过细,应减少回料量以增大入料平均粒径,反之增大回料量以填充大颗粒间的空隙。同时保持配料的连续性和料仓料层的稳定。还有要保持合适的挤压力(6-8Mp) 。
二、液压系统工作不正常
故障表现:压力偏低或上不去,密封圈破损,油缸漏油等.处理方法:保持液压油干净,经常清洗溢流阀、换向阀,各连接部位的密封圈发现破损需及时更换。
三、轴承温度偏高或温差大
辊压机系统润滑是全自动加油,每次开机时加油机自动加油十分钟,但要经常检查油桶是否有油,各润滑点进油是否通畅,减速机过滤网经常清洗,循环冷却水路畅通。
四、两辊缝偏差大
检查两边液压系统压力是否平衡,如两边压力不平衡,则会顶偏;再检查上方料仓两边棒阀开度是否一样。
五、辊面损坏
辊面损坏包括:辊面产生裂纹,辊面凹坑或辊面硬质耐磨层剥落。要求在生产使用时,千万不要把硬质铁器掉进辊压机,在打散机回料粗粉处加装除铁器,防止铁器在辊压机中循环挤压,辊面损坏后,应及时和设备厂家联系,请专业人士现场堆焊修复。
杨先生

微信二维码
微信号:13283506666
