
全国咨询热线
全国咨询热线

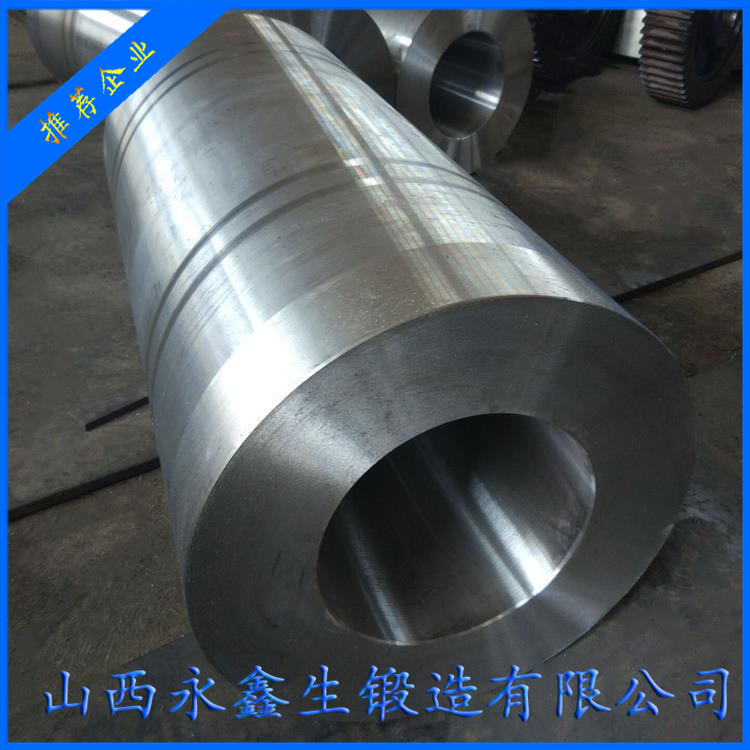
大型不锈钢锻件的制造技术涉及材料科学、冶金工艺和机械加工等多个领域的复杂技术,其核心在于确保
锻件的力学性能、耐腐蚀性和尺寸精度。以下是关键技术和流程的详细说明:
1. 材料选择与准备
不锈钢类型:根据应用环境选择合适的不锈钢(如奥氏体304/316、马氏体410/431、双相钢2205等),需
考虑耐腐蚀性、强度及温度适应性。
铸锭制备:采用真空电弧重熔(VAR)或电渣重熔(ESR)技术冶炼,减少杂质(S、P)和气体(O、H)
,提高纯净度。
坯料预处理:通过均匀化退火消除成分偏析,表面打磨去除氧化皮和缺陷。
2. 锻造工艺
加热阶段
温度控制:奥氏体不锈钢加热至1100-1200°C(避免σ相析出);马氏体钢需精确控温防止过热。
保护气氛:采用惰性气体或还原性气氛(如氮气)减少表面氧化。
锻造方法
自由锻造:适用于单件或小批量生产,通过镦粗、拔长、冲孔等工序成形,需多次加热(火次)避免开裂。
模锻:用于复杂形状,模具需预热至300-400°C,减少热应力。
等温锻造:对难变形材料(如高温合金),在恒定温度下慢速成形,减少残余应力。
关键参数
变形量:通常需≥50%以细化晶粒,提升力学性能。
终锻温度:奥氏体钢不低于850°C,避免加工硬化导致裂纹。
3. 热处理
固溶处理:奥氏体钢加热至1050-1100°C后快冷(水淬),溶解碳化物并恢复耐蚀性。
时效处理:马氏体钢(如17-4PH)在480-620°C时效析出强化相。
去应力退火:针对大型锻件(如核电部件),在600-700°C缓冷消除残余应力。
4. 机械加工与检测
粗加工:车削或铣削去除氧化层和余量,冷却液需含防腐成分。
精加工:数控机床保证尺寸公差(如±0.1mm),表面粗糙度Ra≤1.6μm。
无损检测:
超声波检测(UT):探测内部缺陷(气孔、夹杂)。
渗透检测(PT)或磁粉检测(MT):检查表面裂纹。
射线检测(RT):用于关键部位(如焊缝)。
5. 特殊技术挑战与解决方案
变形控制:采用有限元模拟(如DEFORM)优化锻造路径,预测残余应力。
耐腐蚀性保障:避免敏化区间(450-850°C)停留,或使用超低碳不锈钢(如316L)。
大尺寸问题:分段锻造后焊接(需焊后热处理),或使用万吨级液压机(如中国二重的8万吨模锻压机)。
6. 典型应用案例
核电领域:蒸汽发生器管板(SA-240 316LN),需满足ASME III标准。
化工设备:反应器封头(双相钢2507),耐氯离子腐蚀。
能源行业:燃气轮机转子(17-4PH),要求高强度和疲劳寿命。
7. 前沿技术发展
增材锻造:结合3D打印预制坯,减少材料浪费。
智能化锻造:利用IoT传感器实时监控温度、变形量,实现自适应工艺调整。
环保工艺:开发无酸清洗技术(如激光清洗)替代传统酸洗。

通过以上技术流程的严格控制,大型不锈钢锻件可满足航空航天、能源、化工等领域的高端需求。实际生
产中需根据具体材料和应用场景调整参数,并持续优化工艺以提升成品率。
杨先生

微信二维码
微信号:13283506666
