
全国咨询热线
全国咨询热线

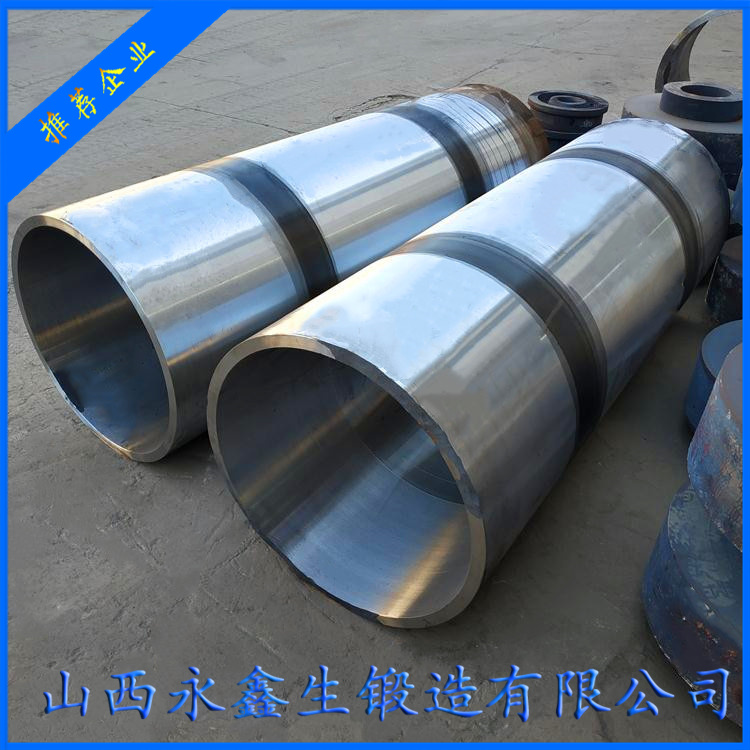
锻造缸体作为发动机、液压系统等设备的核心部件,其制造技术融合了材料科学、塑性成形和精密加工等
多学科知识。以下从七个维度系统讲解关键技术要点:
一、材料优选与预处理
材料科学选型
高强度应用首选42CrMo4(屈服强度≥950MPa),航空领域采用Ti-6Al-4V(比强度达240MPa·cm³/g)
新型粉末冶金钢(如ASP2023)可实现晶粒度ASTM 10级
坯料预处理
多向镦拔锻造比≥6:1(传统工艺仅3:1),确保各向异性Δ≤8%
铝合金坯料需进行均匀化处理(500℃×12h)
二、精密锻造工艺
模锻技术创新
等温模锻:铝合金在400±5℃成形,流动应力降低60%
分流锻造:缸筒部位金属流速控制在0.8-1.2mm/s
形性协同控制
采用DEFORM-3D模拟优化模具结构,使应变均匀度≥85%
精密控温锻造:终锻温度误差±15℃(传统工艺±50℃)
三、热处理强化体系
梯度热处理技术
激光局部淬火:缸孔表面硬度HRC58-62,过渡区硬度梯度≤5HRC/mm
双频感应淬火:硬化层深度波动≤0.1mm
残余应力调控
深冷处理(-196℃×2h)使残余奥氏体<3%
振动时效处理消除95%以上残余应力
四、高精度加工
智能加工策略
缸孔珩磨采用主动测量系统,实时补偿(精度±1μm)
主轴承座面采用刮削工艺,平面度达0.005mm/m
表面完整性控制
超声辅助滚压:表面粗糙度Ra≤0.1μm,残余压应力-800MPa
微坑加工技术:储油坑直径50-100μm,密度200-300个/mm²
五、质量检测技术
三维全尺寸检测
蓝光扫描仪检测:点距0.02mm,全尺寸比对时间<3min
CT内部缺陷检测:分辨率5μm(传统UT仅100μm)
疲劳性能预测
微磁检测技术:通过Barkhausen噪声预测疲劳寿命(误差<10%)
六、典型工艺路线
高压共轨柴油机缸体锻件示例:
真空熔炼42CrMoV钢锭([O]≤15ppm)
20000t液压机多向锻造(应变速率0.1s⁻¹)
计算机控制差温热处理(920℃→620℃梯度冷却)
五轴联动加工中心(定位精度0.003mm)
脉冲电解珩磨(去除量0.02-0.05mm)
氦质谱检漏(泄漏率≤1×10⁻⁷Pa·m³/s)
七、技术经济性分析
技术指标 传统锻造 先进锻造工艺 提升幅度
材料利用率 45-55% 68-75% +40%
疲劳寿命 5×10⁶次 2×10⁷次 300%
加工工时 22小时 14小时 -36%
废品率 3-5% 0.8-1.2% -70%
技术发展前沿:
数字孪生锻造系统:实时修正工艺参数(德国SMS集团已实现)
超短流程工艺:锻件余热直接用于热处理(节能30%)
复合增材制造:局部激光熔覆耐磨合金(寿命提升5倍)

锻造缸体锻件技术正向着"近净成形-组织可控-智能检测"一体化方向发展,最新技术可使产品重量减轻20%
的同时强度提升15%,满足国六/欧Ⅶ等严苛排放标准对发动机轻量化的要求。
杨先生

微信二维码
微信号:13283506666
